|
GLM is proud to introduce our Needle & Caged Bearing!
They Look the Same but are NOT the Same!
The OEM Bearing 31-17514A2 is plastic and can fail at high-demand, high-horsepower
situations. GLM
manufactures the same bearing but with a metal cage designed to perform
in those situations.
GLM's metal caged bearing out performs the OEM plastic bearing. Our
needle rollers are mainly
supplied by needle roller specialist or OEM manufacturers. The
rollers are made of Bearing
Steel (SAG 52100) and have been subjected to heat treatment
and precision grinding. The
hardness is HV700-860 (HRC 60-66). Both ends of our rollers
used in marine engines are shaped
with a special profile, known as "crowning".
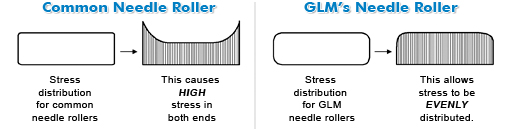
What is Crowning?
Crowning is also known as "controlled contour", or coded as "ZB2". The crowning is to shape
both ends, in a .040" - .080" area, to have a parabolic curvature (as the figure below, however
it is difficult to see this curvature with the naked eye). The purpose of crowning is to avoid high
stress consentration at the end ares of rollers and to ensure even contact stress between roll-
ers
and the race. Because the crowning lessens the roller's maximum stress, it can increase
bearing life significantly.
How About the Cages?
Because the cage is constantly subject to friction between rollers and the race, the hardness
of each
corresponding contact area must be assigned appropriately to archive optimal bear-
ing life. As a general
rule, the roller and surface of the inner and outer races should have high-
er hardness, HV 700~860 (HRC 60~66),
to ensure wear resistance. The hardness of the cage
should be slightly less than the rollers. Also,
the cage material should be tough enough to a-
void cage fracture during high-load, high-speed
operation.
To ensure the high-quality heat treatment of the cages, GLM cages use Swiss made,
auto-
matic carbonitriding furnace. The strict quality inspection also applied to every production lot
to make sure the surface hardness, case depth, and toughness are consistent with the top
quality standards.
| 
